The Industry 4.0 revolution has proven its value time and again, convincing many businesses to join and reaching an adoption rate of over 36% across North America in 2020. Despite the pandemic turmoil, the smart manufacturing market is estimated to grow at a CAGR of 4.0% and reach $220 billion by 2025.
This is despite a 16% drop in 2020 due to the pandemic.
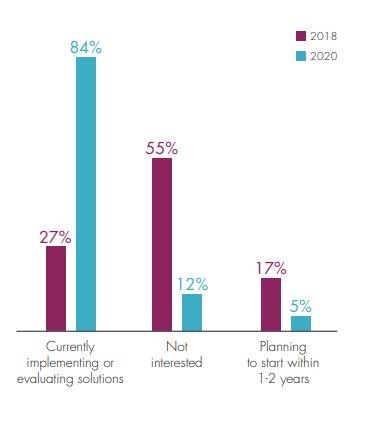
As seen in the chart below, our 2020 survey in collaboration with SME reached similar conclusions and found that the vast majority of manufacturing professionals are implementing and evaluating related solutions.
Naturally, the value that Industry 4.0 brings does not spread equally, and trailblazing manufacturers will benefit most from it. The ones lagging behind already find it harder to catch up with the competition, and the gaps grow bigger.
At the same time, a manufacturing business ability to embrace Industry 4.0 solutions depends on the specific solution flexibility as well as its general level of digitalization, the company’s goals and resources, and other factors. As time passes by, such barriers grow.
To turn technology into revenue, manufacturers must utilize it to both increase income and decrease cost. For advanced manufacturing and complex businesses, such as the Aerospace industry, heavy-machinery and alike, the second part of the equation is particularly important since they struggle with heavy operational costs. Let’s examine how combining AI and IIoT helps them minimize operational costs and increase profit, and which use-cases are worth focusing on.
Power couple: Combining AI and IIoT to form manufacturing intelligence
The Industrial Internet of Things (IIoT) technology allows manufacturers to use connected sensors to gather data. AI algorithms turn it into actionable insights. The result is manufacturing intelligence that generates accurate predictions, alerts on production floor issues, and helps to run the business much more efficiently.
Sensors are needed to collect a massive amount of data, but the missing link – AI – is a significant breakthrough, leaping forward in every sense, optimizing countless processes, and reaching unprecedented results.
Here are just a few of the things this powerful combination can do:
- Predict, alert and prevent latencies and bottlenecks, in real-time.
- Optimally select the right material and tool for the job.
- Identify tool misplacements and recommend an optimal service cycle for tools.
- Alert and prevent quality issues or human errors.
- Optimize cut planning operations.
Money on the ground: How manufacturing intelligence reduces operational costs
After discussing (in a previous article) ways to boost profitability through smart inventory management, material saving, and waste reduction, it’s time to dive into the cost-saving path. Operational cost reduction begins with adopting the lean manufacturing approach, which maximizes the output of each resource across the organization. Here’s how it works in specific use cases.
Material saving and cut plans
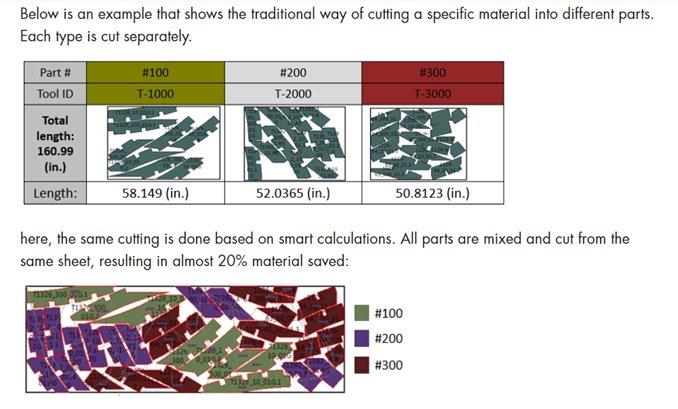
When expensive materials are in use, even a relatively small reduction can significantly boost the organization’s bottom line. A great way to reach this is by optimizing the factory floor’s real-time visibility, running smart cutting plans, predicting the exact material that needs to be cut and reducing inventory waste.
Operations managers who are in charge of several production lines can use technology to optimize their inventory flow by using AI to predict low inventory and better utilize on hand inventory including remnants. This efficiency increase translates immediately to cost savings. AI can lean on sensors to generate inventory insights and recommend how to prioritize materials usage by their properties expiration, for instance.
The image below demonstrates how AI can save 5% – 20% of the material, through mixing several work orders that use the same material on a smart cutting plan. Read more here.
Preventing disruptions
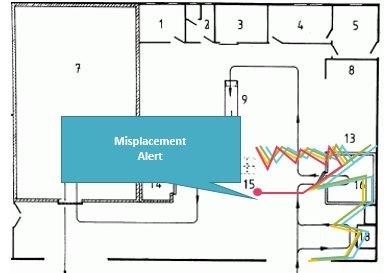
Technology such as described, prevents production-floor disruptions and machine downtime due to missing parts or tools. IIoT sensors monitor asset’s location and condition, and AI algorithms analyze items’ routes and alert on any deviation that indicates a part or tool misplacement. This reduces costs by streamlining the production and making sure that parts and tools make it on time to the relevant station minimizing production delays. The emergencies prevented through manufacturing intelligence don’t have to be dramatic; even a missing tool can cause setbacks that are easily prevented and solved.
In the image below you can see how Plataine’s system alerts on a part misplacement, based on a deviation from a pattern:
Workforce efficiency
The human factor has a tremendous impact on operational costs, and optimizing employee efficiency using IIoT and AI is critical. Digital assistants make shop floor operators much more efficient by providing alerts in real-time, offering data-based optimization recommendations, and by offering enhanced visibility that allow operators to focus on their tasks while keeping an eye on the big picture. AI also reduces costs through automation of repetitive manual labor that further minimizes human errors and rework.
Supply chain management
If there’s one thing we learned during COVID-19, it’s the importance of a smooth operational supply-chain. By combining sensors and AI algorithms, we create smooth communication between all parties involved and enjoy a seamless, dynamic data-based supply chain that flows much better. Each part of the supply-chain knows exactly what is expected to be delayed, which tasks to handle, when the next part of the process begins, and if there are any last-minute changes. Manufacturers can detect issues and forecast supply-chain related delays, in order to minimize the damage.
Quality optimization
Maintaining the highest quality throughout the process to deliver top-quality results is an ultimate goal for manufacturers. Rework, due to quality issues can be quite costly and involves expensive materials, production delays, and other related costs. IIoT and AI transform the way that quality assurance and quality issues prevention is operated, by offering real-time data that alerts of any quality-related issues that should be immediately addressed in real-time. Manufacturing intelligence also provides root-cause analysis that solves these issues much faster, and predictive quality assurance that monitors and predicts potential problems in advance.

The proof is in the pudding

Plataine and Renault F1: Plataine helped the Renault F1 team streamline its composite manufacturing processes leading to improved material utilization, full traceability and faster time-to-part, as part of its Industry 4.0 Digital Transformation Strategy. Read the full case study
![]()
Harbin Hafei Airbus partnered with Plataine and Argosy for improved product quality & quality control, traceability, efficiency and yield, and to develop the best practices. Read the full case study
For more case studies, click here.
Summary
Reducing operational costs should be at the top of manufacturers’ list of priorities. It has a direct influence on the bottom line and the company’s ability to keep stakeholders content. By finding a manufacturing intelligence that works for your business and addressing the use cases mentioned here, you’ll enjoy a more efficient and error-free factory that doesn’t waste time or money.